PPI, CORP.
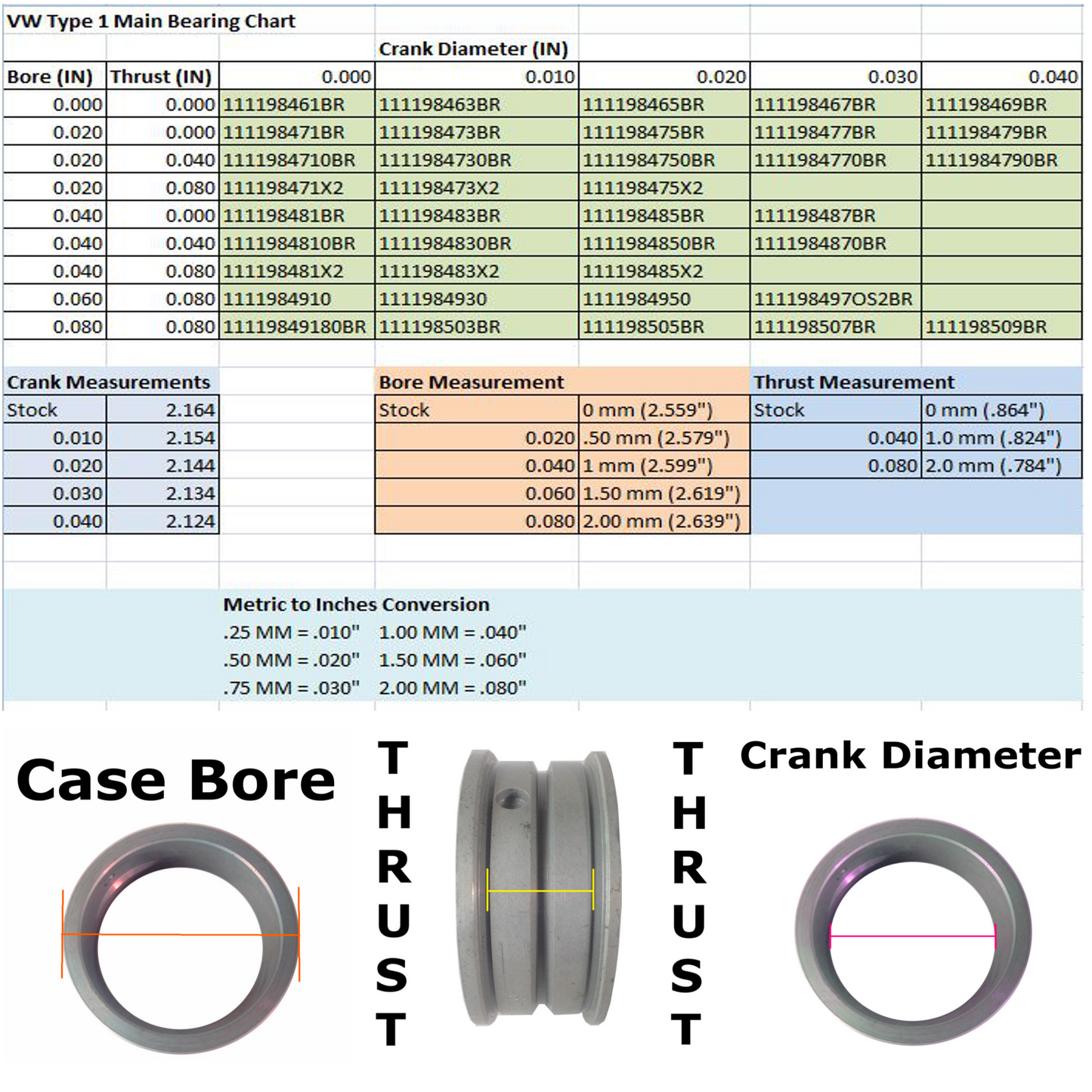
111-198-479OS VW Main Bearing Set - .40 Crank / .20 Case / .40 Thrust
111-198-479OS VW Main Bearing Set - .40 Crank / .20 Case / .40 Thrust
Couldn't load pickup availability
Main Bearing Set (.40 Crank / .20 Case / .40 Thrust) – 111-198-479OS
The 111-198-479OS is the "problem solver" for complex engine rebuilds. In many vintage restorations, you find a crankshaft that needs a deep 0.40mm grind to be smooth again, paired with a case that only needs a light 0.20mm line-bore to be true. This bearing set bridges those specific dimensions. By using this set, you can save an original German "AS41" case and a forged factory crankshaft that would otherwise be destined for the scrap heap.
This set is compatible with the 40hp 1200cc, 1300cc, 1500cc, and 1600cc upright engines used in the Beetle, Bus, and Ghia.
Detailed Vehicle Compatibility
VW Beetle & Super Beetle:
1961, 1962, 1963, 1964, 1965, 1966, 1967, 1968, 1969, 1970, 1971, 1972, 1973, 1974, 1975, 1976, 1977, 1978, 1979
VW Bus (Type 2):
1961, 1962, 1963, 1964, 1965, 1966, 1967, 1968, 1969, 1970, 1971
VW Karmann Ghia:
1961, 1962, 1963, 1964, 1965, 1966, 1967, 1968, 1969, 1970, 1971, 1972, 1974
Product Highlights & Features
-
Custom-Match Sizing: Eliminates the need for "mix and match" bearing halves by providing a complete set matched to these specific machine shop dimensions.
-
Thrust Surface Correction: The +0.40mm thrust bearing flange allows the machinist to cut away significant "crank walk" damage on the case to restore perfect end-play.
-
Factory-Spec Oiling: Features pre-aligned oil holes to ensure consistent lubrication reaches the journals from the case galleys immediately upon startup.
Technical Specifications
-
Part Number: 111-198-479OS
-
Crankshaft Journal: 0.40mm Undersize (-0.40mm)
-
Engine Case Bore: 0.20mm Oversize (+0.20mm)
-
Thrust Flange: 0.40mm Oversize (+0.40mm)
-
Engine Fitment: 1200cc–1600cc Type 1 Based
Installation & Maintenance Tips
-
Triple-Check Measurements: Because this set covers three different machined surfaces, use a micrometer and dial bore gauge to verify the crank (-.40), case (+.20), and thrust (+.40) all match perfectly.
-
Thrust Bearing Orientation: Ensure the thrust bearing (the one with the flanges) is installed in the correct saddle (usually the flywheel end). Installing it backwards or in the wrong saddle will prevent the case halves from closing.
-
Clean the Oil Grooves: After line-boring, the oil holes in the case can sometimes have small metal "curls" or burrs. Clean these out thoroughly so they don't get trapped behind the new bearings and cause "high spots."
Share